


塑料管材生產線
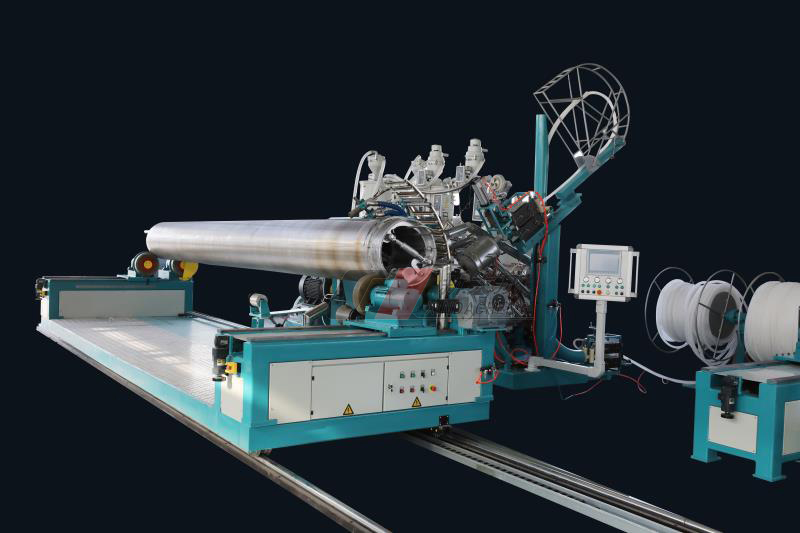
克拉管生產線(熱態纏繞結構壁管設備)

技術參數:
| 型號 | 管材規格(mm) | 生產速度(m/min) | 裝機功率(KW) |
| XDC/KRPE-2000 | φ200-φ2000 | 0.35 | 320 |
| XDC/KRPE-3000 | φ300-φ3000 | 0.30 | 460 |
| XDC/KRPE-4000 | φ1500-φ4000 | 0.15 | 660 |
添加玻纖后:
| 序號 | 管徑 | 包覆帶厚度mm | 管材環剛度 | 剛度提高比例 | 備注 | |
| 純原料 | 加玻纖原料 | |||||
1 | DN800 | 5 | 5.18 | 8.13 | 56.9% | 同重 |
| 2 | DN1000 | 5 | 8.7 | 13.65 | 56.9% | 同重 |
| 3 | DN1500 | 5 | 8.24 | / | / | / |
| 6 | 4.72 | 8.08 | 71.2% | 同重 | ||
產品說明:
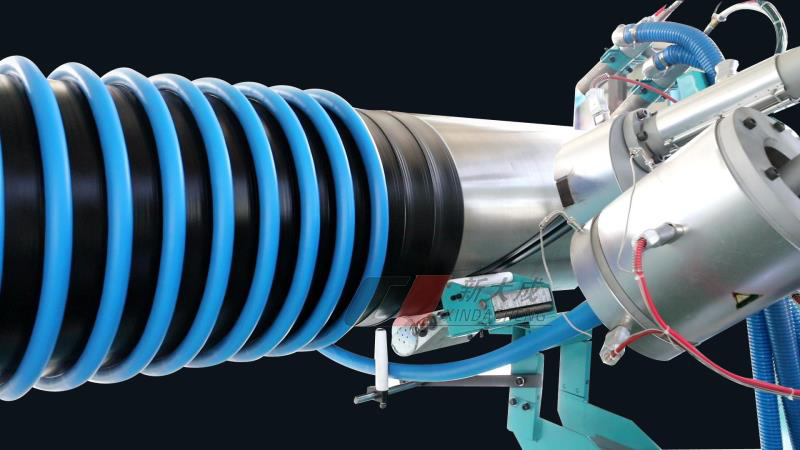
克拉管生產線采用高密度聚乙烯(HDPE)樹脂為主要原料,采用熱態纏繞成型工藝,以聚丙烯(PP)單壁波紋管為支撐結構成型的具有較高抗外壓能力的纏繞B行結構管材,國內俗稱克拉管、寶庫管或內肋管。克拉管生產線又叫內肋管生產線或者熱態纏繞結構壁管生產線,它生產的克拉管材內表面光滑、外部為圓型增強結構,環剛度高耐沖擊力強,熱熔性密封連接,實屬柔性管材。
1. 擠出機平臺和纏繞平臺采用精密直線導軌前后、縱向移動,采用伺服電機控制;
2. 成型模具:φ200-4000mm, 供用戶選擇;環剛度:2 , 4 , 6.3 , 8 , 12.5 , 16 KN/m2。
3. 四臺擠出機共擠技術(獲有專利技術,專利號:ZL2013 10209847.6 ):
3.1.方便用戶可根據原料性能、顏色等要求,選擇不同分配方式
3.2.提高管材強度
3.3.降低成本
4. 歐洲或日本品牌的點火及火焰檢測裝置,自動檢測到火焰工作狀態,具有較高生產的可靠性和安全性;
5. 先進設計的脫模裝置,有效保護模具和降低人員的勞動強度;
6. 整套克拉管生產線采用先進的PLC 控制系統,監視生產中運行情況,自動修正設備運行情況和保護。
? 生產線組成部分:
1. 優化的擠出機擺放方式和流道設計,降低溶體壓力和能耗。
2. 擠出機平臺和纏繞平臺采用精密的直線導軌,前后、縱向移動并采用伺服電機控制。
3. 專利技術(專利號:ZL2013 10209847.6 )的四臺擠出機共擠技術;可根據原料性能、顏色等要求,選擇不同的分配方式;可加玻纖,提高管材環剛度,從而降低成本。

4. 先進的PLC控制系統:生產線的全部單元被綜合到中央控制系統中,不僅可聯動也可單獨控制;可編程控制監視生產,自動修正設備運行情況并加保護。
5. 冷卻切割:采用單工位設計,用于產品的冷切;承插口切削,氣動懸臂式控制,尺寸精確,效率高。
6. 脫模裝置:結構設計先進、可靠;自動化程度高,有效的保護模具和降低人員的勞動強度。

? 輔助設備部分:
1. 修整裝置:水平行走的液壓升降車將托管架上脫模后的管材移送到修整架,對管材承插口進行修整,達到管材外觀質量要求。同時,在承口內鑲嵌電熔絲,并對管材檢驗、稱重。
2. PP波紋管生產線:雙模塊設計,獨特設計的冷卻系統,生產速度塊,效率高。
3. 成型模具:直徑范圍200-4000mm;整體焊接而成,操作方便;特殊鋼材制作,壽命長,脫模流暢。
4. 繞絲機:采用全機械方式,維修方便,可靠性強,布局整齊。

? 四臺共擠示意圖:

? 管壁結構:


應用范圍:
● 地下排水、排污、通風等市政工程領域
● 鐵路、公路、球場排水等道路工程領域
● 核電、鋼廠、電廠、石化、碼頭、車站等領域
● 灘涂、鹽堿池、海底河床,軟基礎膨脹土、地震帶等惡劣環境地區

克拉管生產視頻:

